





 扫一扫
扫一扫



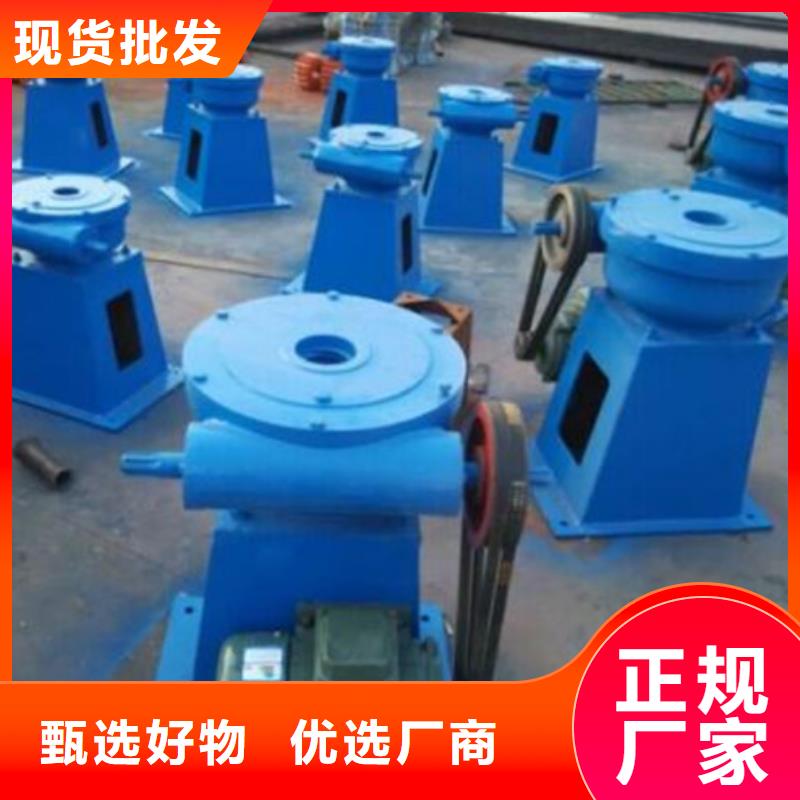
卷筒外形尺寸根据需要设定,简体壁厚根据外型尺寸而定,粗糙度Ra3.2,采用铸钢ZG270—500,分段铸造后焊接成一体。卷筒焊接成形后,对接焊缝应进行无损探伤检验,并进行高温退火热处理,消除应力,稳定组织,为保证筒体加工精度做好准备。
启闭机加工时主要保证:①卷筒壁厚均匀,各处筒壁厚度差不超过8mm;②卷筒外圆与内轴孔同轴度不超过0.3mm;③卷筒与大齿轮连接的凸外缘与卷筒内孔的同轴度不超过0.3mm,垂直度不超过0.6mm。
为了保证卷筒壁后均匀,在加工前应注意检测其壁厚值是否超差,若偏差较大,可采用借中间的方法予以调整。
为了保证卷筒内外圆的的同轴度,应在卷筒外圆加工完毕后,以外圆为基准镗出卷筒内孔。
为了保证开式齿轮的啮合间隙,应特别注意卷筒凸外缘与大齿轮止口的公称尺寸,二者之间的公差不宜过大,避免啮合间隙一侧过大而另一侧过小,同时注意卷筒凸外缘端面与卷筒外圆的垂直度。这样才能保证大齿轮的外径与卷筒轴同心,从而在装配中保证开式齿轮副啮合间隙的一致性。



瑞鑫铸铁闸门启闭机钢闸门清污机水工机械厂位于城北工业区主营【启闭机闸门、】等等。 我公司秉承“顾客至上,锐意进取”的经营理念,坚持“客户至上”的原则为广大客户提供优质的服务。欢迎各界人士参观考察!!! 如果您对我公司的产品服务有兴趣,请在线留言或者来电咨询!!!


技术支持:cnwbgg.com