无需繁琐的文字描述,观看我们的视频,让<香港>【当地】钢锭弹簧钢厂家让客户买的放心产品一览无余!
以下是:香港<香港>【当地】钢锭弹簧钢厂家让客户买的放心的图文介绍

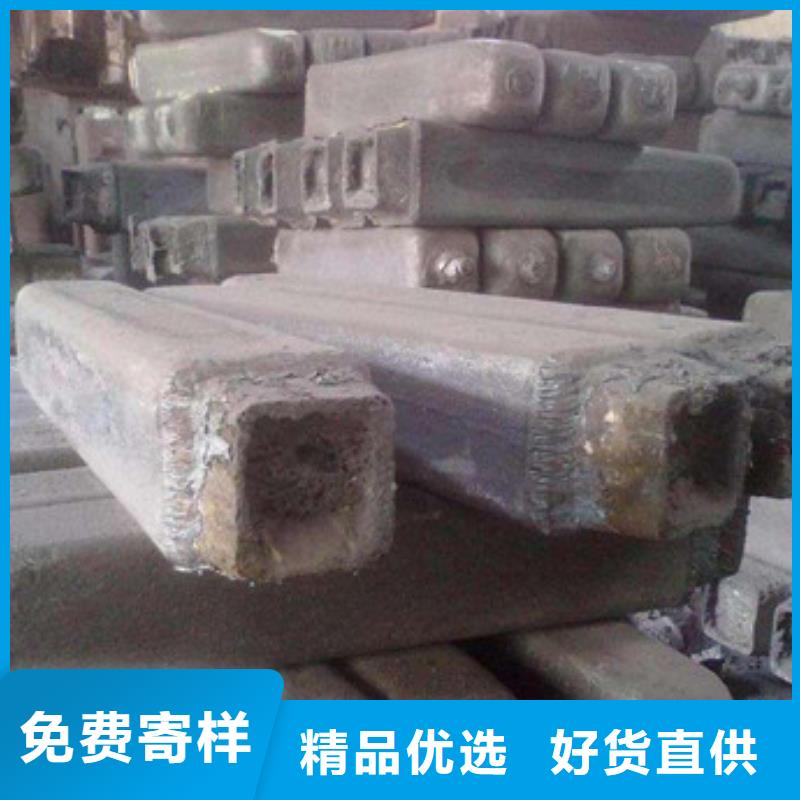
由于钢液的流动性差,为防止铸钢件产生冷隔和浇不足,铸钢件的壁厚不能小于8mm;浇注系统的结构力求简单、且截面尺寸比铸铁的大;采用干铸型或热铸型;适当提高浇注温度,一般为1520°~1600℃,因为浇注温度高,钢水的过热度大、保持液态的时间长,流动性可得到改善。但是浇温过高,会引起晶粒粗大、热裂、气孔和粘砂等缺陷。因此一般小型、薄壁及形状复杂的铸件,其浇注温度约为钢的熔点温度+150℃;大型、厚壁铸件的浇注温度比其熔点高出100℃左右。
由于铸钢的收缩大大超过铸铁,为防止铸件出现缩孔、缩松缺陷,在铸造工艺上大都采用冒口和、冷铁和补贴等措施,以实现顺序凝固。
此外,为防止铸钢件产生缩孔、缩松、气孔和裂纹缺陷,应使其壁厚均匀、以免尖角和直角结构、在铸型用型砂中加锯末、在型芯中加焦炭、以及采用空心型芯和油砂芯等来改善砂型或型芯的退让性和透气性。


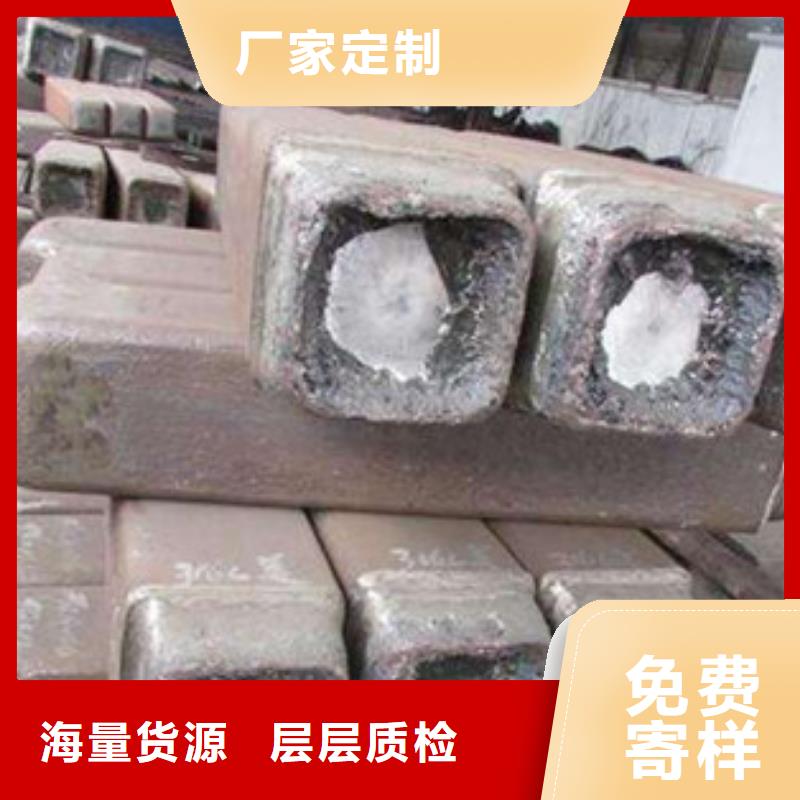
钢材产品市场逐渐壮大发展,是广受欢迎的存在行业,铸钢件是众多钢材市场的典型存在,我们公司多年以来从事铸钢件的基本生产加工,关于铸钢件的具体补浇工作,小编为您进行了如下概括总结。
补充铸钢件在浇满时由于迅速液态收缩减少的钢液量(一般补浇距首浇完毕时间间隔不会超过30s)。
合计铸钢件采用补浇工艺可以保证结构复杂的薄壁件不致产生冷隔、缺肉(因为薄壁件为不致冷隔须快速浇注,而在快速浇注到钢液升满冒口时,由于型内存在的气阻,可能导致型内钢液并未充满)。补浇后,冒口内的整体温度和压力都有所提高,补缩能力得到一定程度的恢复。而采用凝固过程数值模拟技术能够预测它在凝固不同时刻的补缩通道情况,从而能够预测补浇时机,确保产品质量。



在 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、不断的发展中,新物通物资有限公司健全管理体系,完善管理手段。我们将继续坚持客户至上、诚实守信的宗旨,始终不移的把客户的利益放在心中。在此,我公司全体员工谨向对公司给予关怀支持和帮助的新老朋友及广大客户表示衷心感谢,您的满意是我们的不懈追求!公司坚持“以人为本、以质取胜”的企业理念,“一切以 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、市场为导向,一切以客户满意为目标”的经营宗旨,我们公司将不断推出新的 齿轮钢厂家、注浆管生产厂家、异型钢管加工厂、304不锈钢管、产品,不断求新、求实、发展,真诚希望新老朋友客户进行广泛合作,互惠互利、共同发展!


对箱体铸钢件的工艺进行了改进,改进后的工艺与原来的工艺相比有以下特点:
将拉筋和浇道分设,避免了浇道兼做拉筋,致使拉筋不大起作用,消除了铸件内框尺寸由于变形而胀大的不足。
原拉筋位置与冒口叠和,通过将拉筋避开冒口,拉筋的防变形效果大增。
将两开箱变成三开箱,将浇道改为阶梯式沿两分型面进入,原浇道是从拉筋里通过进行顶浇,由于壁薄,箱体底面存在浇不足现象,而钢水通过新开设的浇道均匀、平稳、依次的充填型腔,通过上、下阶梯浇道流入铸型、再加上冒口分设,铸件热量不集中, 钢水通过上浇口流入冒口,铸件先遵循了同时凝固的原则, 又遵循了顺序凝固的原则,不但极大的减轻了铸件发生变形、裂纹的倾向性,而且以获得了较致密的铸件。






 扫一扫
扫一扫